重庆集中供热改造的螺旋焊接钢管有哪些用途部标和国标有什么区别瑞源工贸-大型现代化企业
重庆螺旋焊接钢管知识钢管外观检查:⑴加工前,钢管的外观应由熟练工人用目测方法逐根进行观察,钢管有无严重机械损伤、重皮、裂缝、凹陷等缺陷,检查不合格的钢管不能使用,并做出不合格标识退回。验收合格的方可用于施工。 ⑵螺纹管的管口若出现扁口情况,应及时进行找圆修复,不能修复的应报废.管件除锈:⑴首…
重庆螺旋焊接钢管知识
钢管外观检查:
⑴加工前,钢管的外观应由熟练工人用目测方法逐根进行观察,钢管有无严重机械损伤、重皮、裂缝、凹陷等缺陷,检查不合格的钢管不能使用,并做出不合格标识退回。验收合格的方可用于施工。 ⑵螺纹管的管口若出现扁口情况,应及时进行找圆修复,不能修复的应报废.
管件除锈:
⑴首先用抓管机将需要进行防腐的钢管倒运至作业线的上管平台,采用火焰加热器装置对钢管的外表面进行预热处理,驱除钢管表面的潮气、油污、杂质等,加热温度控制在40℃~60℃,以利于提高钢管表面的除锈质量。
⑵钢管均采用PW-380钢管抛丸除锈机进行除锈,在钢管进入抛丸室前,用橡胶垫或厚海绵制成的管口堵头堵在钢管管口的两端(如钢管自带管堵使用其自带的管堵封堵),避免钢管在除锈过程中,抛丸室内的钢丸飞入管口内,减少钢丸的损失,同时保证了钢管在除锈时钢丸的用量,经抛丸除锈后的钢管表面应达到《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923―1988规定的Sa2.5级,表面的锚纹深度应按环氧粉末生产厂家提供的说明书执行。
⑶表面预处理完后,所有的铁锈、油污、氧化皮等应清除干净。
⑷逐根对钢管外表面进行检查,对可能导致涂层漏点的表面缺陷,采用合适的方法进行打磨,且打磨后的壁厚不应小于规定值。对存在疵点的钢管应剔除或予以修理。
⑸对除锈质量不合格的钢管,应及时下线,清除管内抛物,然后返回生产线重新除锈。
钢管表面微尘处理
⑴钢管经抛丸除锈后,在进行下道工序环氧粉末高压静电喷涂前,采用微尘处理装置对钢管的外表面进行二次处理,将钢管外表面残留的锈粉微尘清除干净,并应在4小时内进行环氧粉末涂料的涂敷,若超过4小时或钢管表面出现返锈时,必须重新进行表面预处理。钢管表面进行微尘处理时,应先起动除尘装置上的引风机,再启动除尘电机;若生产需中断时,应先按下除尘电机停止按钮,再停止引风机工作。
⑵定时清理旋风吸尘器内的粉尘,避免堆积过量,影响除尘效果。
⑶启动微尘装置后,应经常检查引风机的工作情况。
⑷除尘电极应按期保养,确保正常工作。
⑸进行防腐生产时,每小时应至少检查一次钢管表面微尘处理情况.

重庆螺旋焊接钢管现货
| 螺旋焊管 | Q345B | 1.2寸*2.3 | 国标 | 大量 | 大量 | 电议 | 本厂 |
| 螺旋焊管 | Q345B | 2.5寸*2.4 | 国标 | 大量 | 大量 | 电议 | 本厂 |
| 螺旋焊管 | Q345B | 3寸*3.75 | 国标 | 大量 | 大量 | 电议 | 本厂 |
| 螺旋焊管 | Q345B | 5寸*2.75 | 国标 | 大量 | 大量 | 电议 | 本厂 |
| 螺旋焊管 | Q345B | 5寸*3.0 | 国标 | 大量 | 大量 | 电议 | 本厂 |
| 螺旋焊管 | Q345B | 5寸*3.25 | 国标 | 大量 | 大量 | 电议 | 本厂 |
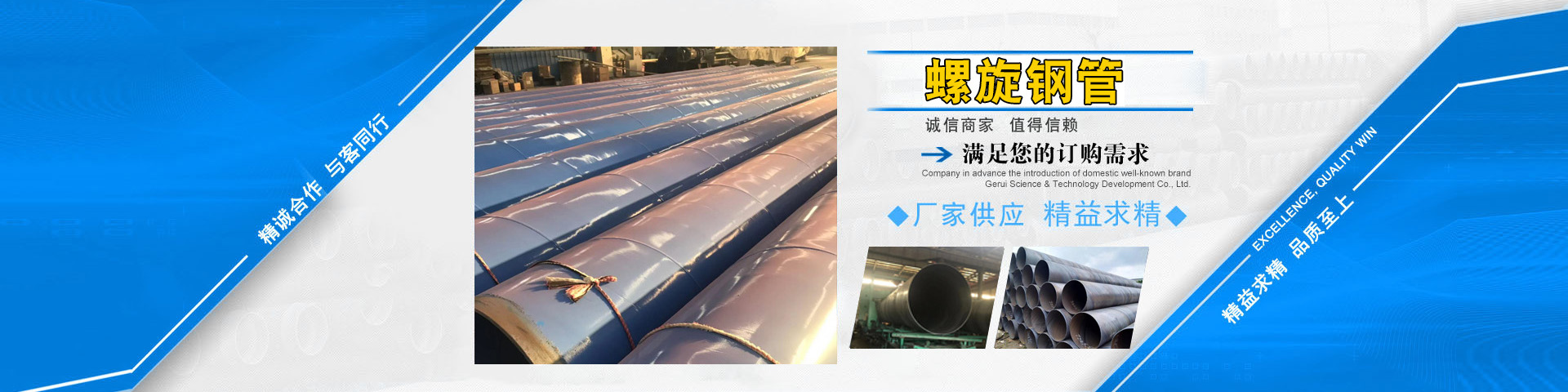
重庆螺旋焊接钢管简介
公司是专业生产双面埋弧螺旋缝焊接钢管的企业,公司占地面积 100000 平方米,拥有先进双面埋弧螺旋缝焊接钢管生产线,年生产能力 30 万吨,可主产直径为 Φ 219mm ― Φ 2820mm 、壁厚 5 ― 20mm 的各种规格的双面埋弧螺旋缝焊接钢管。产品广泛应用于石油、煤气、蒸汽、采暖等长途输送管线和化工、电力、水利、热力、打桩、结构等行业。
为确保产品焊接质量,公司的生产线全部引进先进的林肯焊接设备和与生产线相配套的无损检测设备、 X 射线全焊缝探伤,其设备引进法国 THALES 、 COMET 和日本 SANKO 及超声波探伤、水压试验,建立了完善的质量控制点、检测点和完整的工艺流程及与产品相关的理化检验设备。使产品质量外观、几何尺寸、焊缝根部质量全部符合标准 CB/T9711.1 ― 1997 石油工业部行业标准 SY/T5037-2000 和 APISPEC 5L 焊接钢管标准。
公司坚持“质量是企业的生命,诚信是我们的根本”的质量方针,靠诚信和恒久的品质赢得了顾客的满意和信赖,近年来受到有关部门的好评。公司具有完善的质量管理体系,并通过了 ISO9001-2000 质量体系认证。
公司正以高昂的斗志,饱满的热情大踏步地前进。总经理:携全体员工热诚希望新老顾客莅临我公司开展业务,我们竭诚为您提供服务并满足您的期望。
|